Scroll For More Info
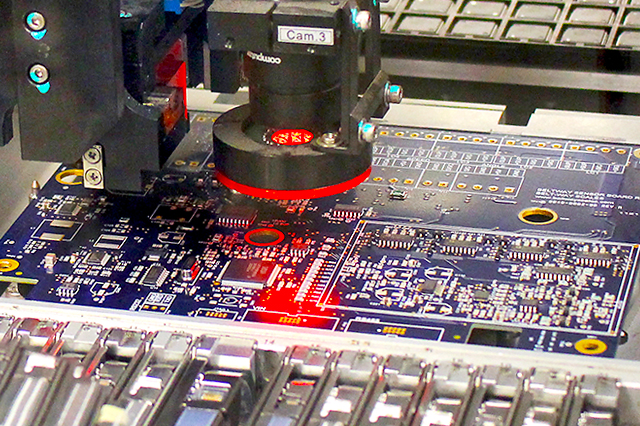
Only the most advanced technology is used to manufacture Belt-Way Scales’ printed circuit boards used in the...
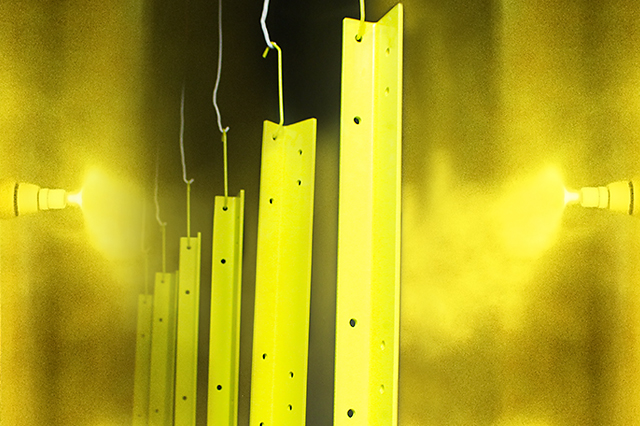
Belt-Way Scales' products are protected by a weatherproof UV-protected powder paint coating that will stand up...
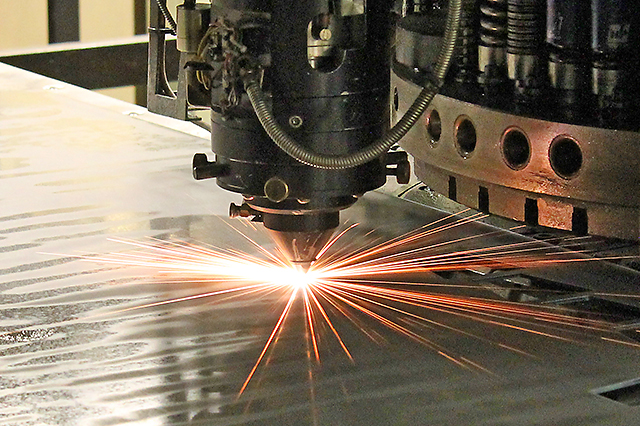
Belt-Way Scales' parts for conveyor belt scales, such as load cell assemblies and speed sensor arms, are fabri...
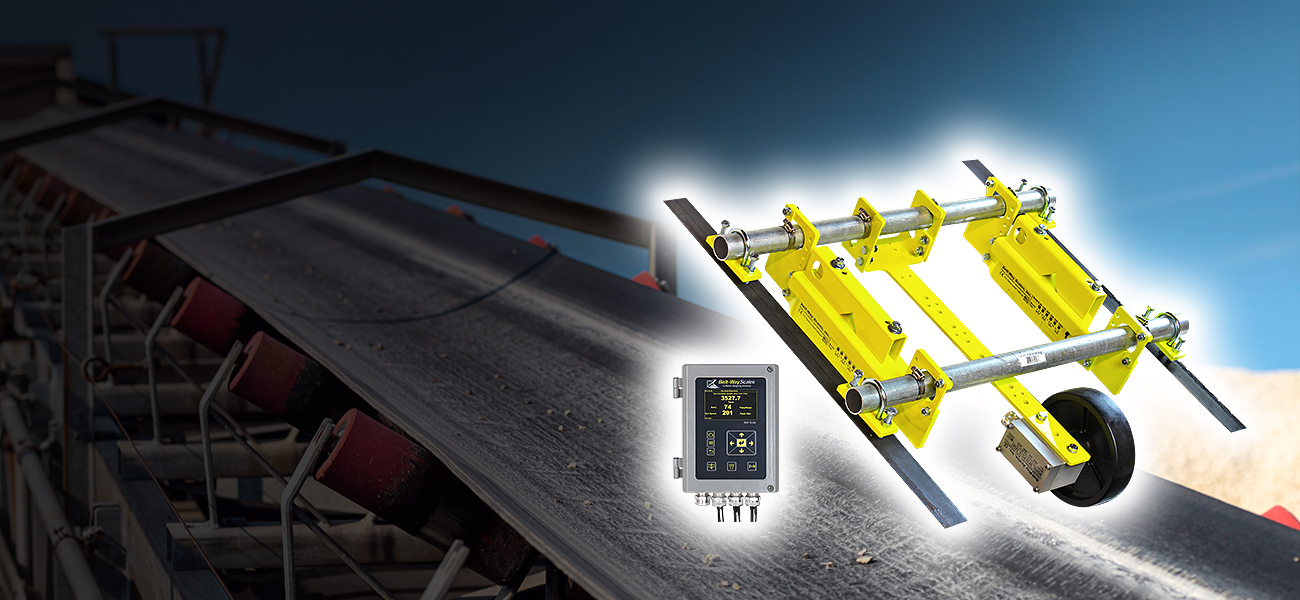
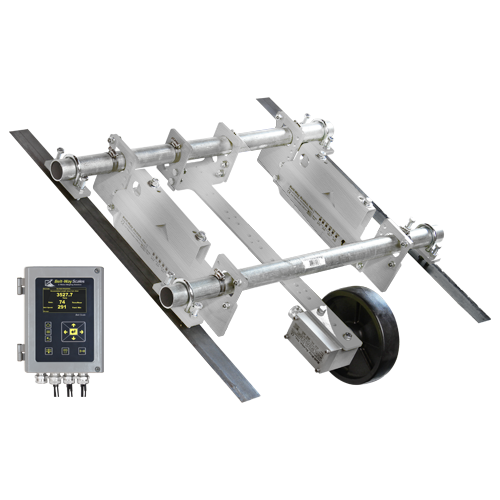
Belt-Way’s Conveyor Belt Scales provide a simple, yet versatile design that fits any conveyor width. Belt-Way’s Conveyor Belt Scales can be installed on portable or stationary scales, provide q...
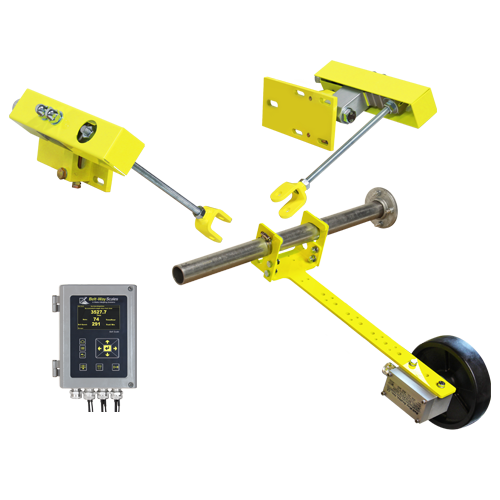
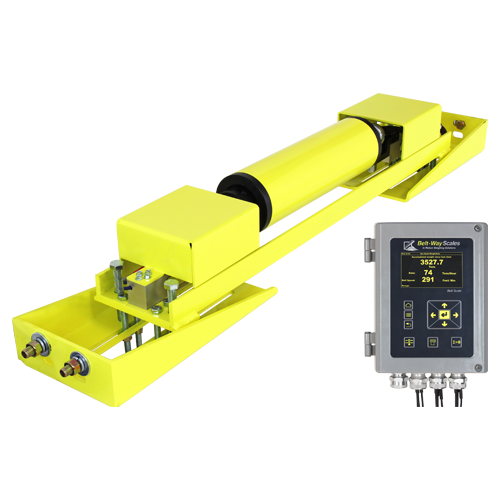
Belt-Way Scale’s Catenary Idler Scale is a very popular option for mobile crushers, screening, and milling machines. Catenary Idler Scales provide the durability to survive in crushing industry e...
Belt-Way’s Stainless Steel conveyor belt scales are available in 316 Stainless Steel to meet the demand of high-level performance in harsh and corrosive environments. The Stainless-Steel scale is...
Belt-Way’s Plant Connect app offers real-time production monitoring from your I-Phone or Tablet. Plant Connect requires no onsite PC to transmit data. The Plant Connect app allows end-users to vi...
Belt-Way Scale’s integrator offers an array of options for ease of use for belt scale operations. Belt-Way’s integrator is easy to install, easy to calibrate, and features a robust design that ...
Belt-Way Scales’ scoreboards are available in three sizes: 2-, 4-, and 6-inch displays. Belt-Way’s SCOREBOARD-2 features 2-inch / 5.1-cm viewable characters, a DC option, 2 ft. to 75. ft. viewi...
The Belt-Way Remote Display permits a plant operator to monitor multiple scales from a central lo...
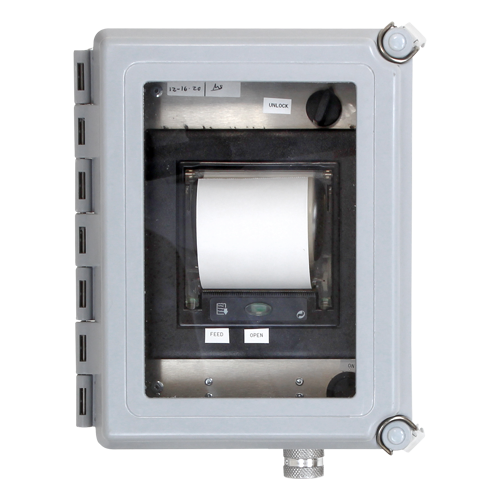
Belt-Way Outdoor-Grade Ticket Printers are a useful option for any Conveyor Belt Scale products. ...
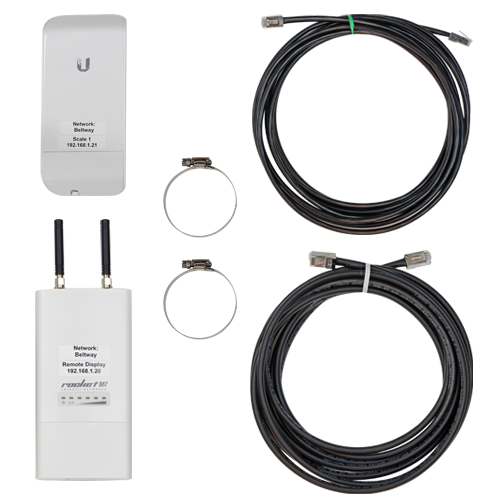
The Belt-Way wireless kit enables long-range wireless communication from a Belt-Way integrator to...
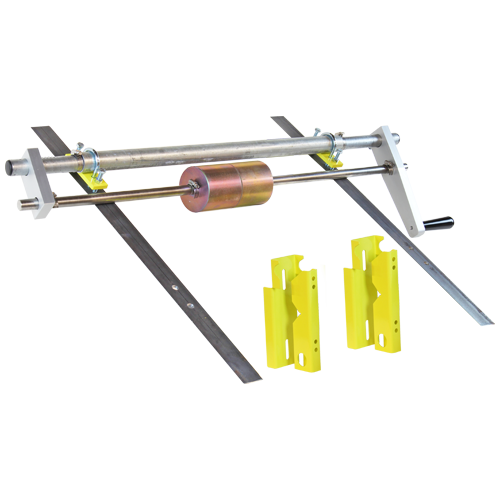
Belt-Way Self-Storing Test Weight Kits are designed for safe and easy calibration. Self-Storing T...
The Belt-Way ROLL-R Scale was specially designed for use on portable equipment such as rock crush...
I’m not sure exactly which product that I’m looking for, but I know a basic description.
- or -
I know what product category and specific model it is that I need to request pricing on.